
The wrong end mill doesn’t just slow you down. It breaks tools, scraps parts, and ruins surface finishes that took hours to set up.
Choosing correctly comes down to three things: knowing your material, understanding the operation type, and matching both to the right tool geometry.
This guide covers every major end mill type, what it does, when to use it, and which materials and coatings it pairs with, so you can walk into any CNC job with confidence.
What Is an End Mill and How Does It Work?
An end mill is a milling cutter with multiple cutting edges on both its sides and end face. Unlike drill bits, which only cut axially (straight down), end mills cut in multiple directions, radially along their sides and axially through the end face.
This makes them capable of profiling, slotting, contouring, face milling, and plunging within a single tool.
The working principle is straightforward: the end mill rotates at high speed while either the cutter or the workpiece moves along a programmed path.
The cutting edges shear off material as chips, which the helical flutes channel away from the cut zone to prevent heat buildup and tool damage.
End Mill vs. Drill Bit: Key Differences
| Feature | End Mill | Drill Bit |
| Cutting direction | Axial + radial (multi-directional) | Axial only (straight down) |
| Cutting-edge location | Sides and end face | Tip only |
| Flat-bottomed holes | Yes | No |
| Profiling and contouring | Yes | No |
| Slot and shoulder milling | Yes | No |
| Helical milling for large holes | Yes (60–80% of hole diameter) | No |
Anatomy of an End Mill
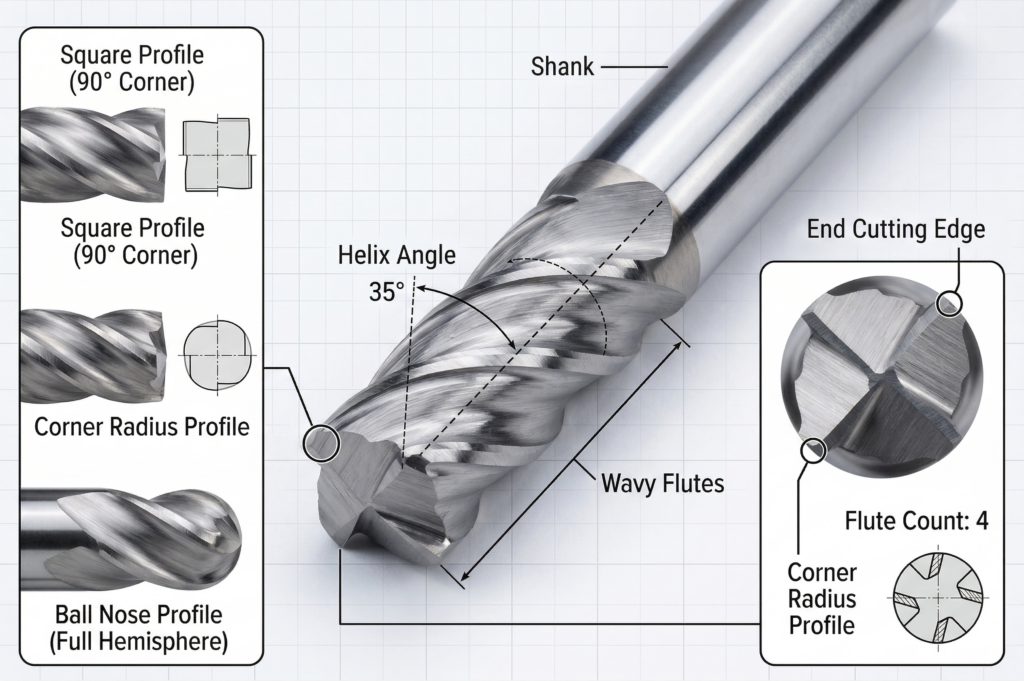
Understanding the parts helps you read tool specs and make smarter selections:
- Shank: The non-cutting section that fits into the tool holder or spindle
- Flutes: Spiral grooves that form the cutting edges and evacuate chips
- End cutting edge: Enables plunging directly into the workpiece
- Helix angle: The angle between the tool’s centreline and the flute spiral; affects cutting forces and finish quality
- Profile type: Square (90° corner), corner radius (rounded corner), or ball (full hemisphere)
End Mill Types: A Complete Breakdown
1. Square End Mills (Flat End Mills)
Square end mills have flat bottoms and sharp 90-degree corners. They are the most versatile general-purpose option in any machinist’s toolkit.
Best for: Flat-bottomed pockets, slots, shoulders, face milling, side milling, and profile milling where crisp vertical edges are required.
Material suitability: Excellent for materials such as steel, stainless steel, aluminium, brass, alloys and plastics. KCT Square End Mills:
| Product | Material | Flutes | Series |
| KCT HSS-CO8 2 & 4 Flute End Mills – Regular
|
HSS-CO8 | 2 & 4 | Regular |
| KCT HSS-CO8 4 Flute End Mills – Regular (Inch)
|
HSS-CO8 | 4 | Regular |
| KCT HSS-CO8 TiCN 2 Flute End Mills
|
HSS-CO8 + TiCN | 2 | Regular |
| KCT HSS-CO8 TiCN 4 Flute End Mills
|
HSS-CO8 + TiCN | 4 | Regular |
| KCT HSS-CO8 4 Flute End Mills – Long Series (MM)
|
HSS-CO8 | 4 | Long Series |
| KCT HSS-CO8 4 Flute End Mills – Long Series (Inch)
|
HSS-CO8 | 4 | Long Series |
| KCT HSS-CO8 4 Flute End Mills – Extra Long
|
HSS-CO8 | 4 | Extra Long |
| KCT HSS-CO 1 Flute End Mills – Regular
|
HSS-CO | 1 | Regular |
| KCT HSS-CO 1 Flute End Mill – Long
|
HSS-CO | 1 | Long |
| KCT Solid Carbide 4 Flute End Mills – Regular
|
Solid Carbide | 4 | Regular |
| KCT Solid Carbide 4 Flute End Mills – Long Series
|
Solid Carbide | 4 | Long Series |
| KCT Solid Carbide 4 Flute End Mills – Extra Long
|
Solid Carbide | 4 | Extra Long |
| WIDIA Solid Carbide End Mill
|
Solid Carbide | 4 | WCE4 |




2. Ball Nose End Mills
Ball nose end mills have hemispherical tips where the nose radius equals exactly half the tool diameter, creating a constant single radius with no sharp corners.
Best for: 3D contouring, surface profiling, finishing passes in mould and die manufacturing, turbine blades, engine components, and complex curved geometries.
Why it works: The rounded cutting edge distributes forces evenly across the contact zone. This reduces tool wear during curved-path operations and delivers smoother surface finishes than square tools on complex geometry.
KCT Ball Nose End Mills:
| Product | Material | Flutes | Unit |
| KCT HSS-CO8 2 Flute Ball Nose End Mills – MM
|
HSS-CO8 | 2 | Metric |
| KCT HSS-CO8 2 Flute Ball Nose End Mills – Inch
|
HSS-CO8 | 2 | Imperial |
| KCT Solid Carbide 2 Flute Ball Nose End Mill
|
Solid Carbide | 2 | Metric |

3. Bull Nose End Mills (Corner Radius)
Bull nose end mills combine a flat bottom with rounded corners. The corner radius typically ranges from 0.5 mm to 6 mm, sitting between a square end mill and a ball nose in terms of geometry.
Best for: General machining in hardened steel and abrasive materials where corner strength matters, but a full ball nose is unnecessary.
Advantage over square end mills: The radius distributes cutting forces more evenly, extends tool life, and improves surface finish. Bull nose tools also support faster feeds and speeds than square end mills in most materials.
4. Roughing End Mills
Roughing end mills feature serrated, chip-breaker cutting edges designed specifically for high-volume material removal. They typically have 3–6 flutes with deep gullets for chip evacuation.
Best for: First-pass roughing operations where removing the bulk of material quickly is the priority.
Performance impact: Roughing passes can remove over 90% of excess material and extend finishing tool life by more than 40% by reducing the wear burden on precision tools.
KCT Roughing End Mills:
| Product | Material | Coating | Series |
| KCT HSS-CO 4FL Roughing End Mills – TiAlN | HSS-CO | TiAlN | Regular |
| KCT HSS-CO8 4FL Roughing End Mills – Bright | HSS-CO8 | Bright (uncoated) | Regular |
| KCT HSS-CO8 Roughing End Mills – Long | HSS-CO8 | Bright (uncoated) | Long |
Choosing between TiAlN and Bright: The TiAlN-coated roughing mill handles higher cutting temperatures and works well in steel and hardened alloys.
The bright (uncoated) versions are better suited to aluminium, plastics, and softer materials where coating adhesion causes chip welding.
5. Tapered End Mills
Tapered end mills have conical cutting heads that narrow from base to tip, with taper angles typically ranging from 0.5° to 5°.
Best for: Mould and die applications requiring draft angles for part removal, angled wall machining, and areas where a standard straight-shank tool would lack rigidity at depth.
Key benefit: The conical geometry increases strength and rigidity compared to straight-wall tools of the same tip diameter.
6. T-Slot End Mills
T-slot end mills perform both grooving and undercutting in a single horizontal pass, making them essential for T-slot and keyway machining.
Best for: Keyway milling, T-slot table machining, and through-groove applications where the machining distance is long and a horizontal approach is possible.
End Mill Types Quick-Reference Table
| End Mill Type | Bottom Profile | Best Operations | Ideal Materials | KotaKCT Options |
| Square (Flat) | Flat, 90° corners | Slots, pockets, face milling | Aluminium, brass, plastics, mild steel | View range |
| Ball Nose | Full hemisphere | 3D contouring, surface finishing | All depends on coating | View range |
| Bull Nose (Corner Radius) | Flat + rounded corners | General milling, hardened materials | Steel, stainless, hardened alloys | Enquire |
| Roughing | Serrated flat | Heavy roughing, bulk removal | Steel, aluminium, cast iron | View range |
| Tapered | Conical | Draft angles, angled walls | Steel, tool steel, mould materials | Custom order |
| T-Slot | Undercut | T-slots, keyways, through-grooves | Steel, aluminium | Enquire |
End Mill Materials: HSS vs. Carbide
High-Speed Steel (HSS)
HSS end mills contain tungsten, molybdenum, chromium, and vanadium. They reach hardness between 62–67 HRC and retain toughness at temperatures up to 600°C.
Where HSS makes sense:
- Low-speed machining of aluminium, brass, plastics, and low-carbon steels
- Low-volume production runs where resharpening extends tool life
- Budget-sensitive operations where carbide’s 3–10× cost premium is unjustified
Solid Carbide
Solid carbide end mills use tungsten carbide powder bonded with cobalt. They reach a hardness of 88–95 HRA and maintain cutting-edge integrity at significantly higher temperatures than HSS.
Where carbide wins:
- High-speed machining of hardened steels, titanium alloys, and cast iron
- Operations requiring 2–3× higher cutting speeds than HSS allows
- Applications where dimensional precision and tool deflection control are critical
HSS vs. Carbide Comparison
| Property | HSS | Solid Carbide |
| Hardness | 62–67 HRC | 88–95 HRA |
| Max operating temperature | ~600°C | ~900°C+ (with coating) |
| Cutting speed vs. HSS | Baseline | 2–3× faster |
| Cost | Lower (baseline) | 3–10× higher |
| Resharpening | Yes | Limited |
| Best for | Soft materials, low-volume | Hard materials, production runs |
| Tool deflection control | Moderate | Excellent |
End Mill Coatings: What They Do and When to Use Them
Coatings extend tool life, reduce friction, and allow higher cutting speeds. Choosing the wrong coating for your material can accelerate wear, so match carefully.
| Coating | Full Name | Max Temp | Key Benefit | Best For | KotaKCT Product |
| TiCN | Titanium Carbonitride | ~400°C | Higher hardness, lower friction than TiN | Cast iron, stainless steel | KCT HSS-CO8 TiCN 4 Flute / 2 Flute |
| TiAlN | Titanium Aluminum Nitride | ~800°C | Excellent heat resistance | Dry machining, hardened steels | KCT HSS-CO 4FL Roughing – TiAlN |
| Bright (uncoated) | — | ~650°C | Sharp edge, no adhesion risk | Aluminium, copper, plastics | KCT HSS-CO8 Roughing – Bright |
Rule of thumb: TiCN for stainless and cast iron. TiAlN when heat is the enemy. AlCrN for titanium and high-temp alloys. Uncoated bright finish for aluminium and non-ferrous metals.
End Mill Geometry: Flutes, Helix Angles, and Dimensions
Geometry determines how a tool cuts, how well it evacuates chips, and how much vibration it generates.
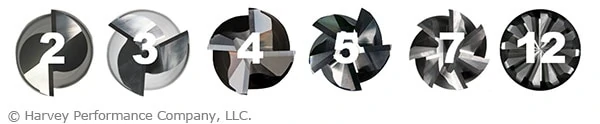
Flute Count
| Flute Count | Core Strength | Chip Evacuation | Best Application | KotaKCT Options |
| 1 flute | Lowest | Maximum | Aluminium, soft plastics, slotting | 1 Flute Regular / Long |
| 2 flutes | Lower | Excellent (large channels) | Aluminium, plastics, roughing in soft materials | Ball Nose 2F – MM / Inch / Carbide Ball Nose |
| 4 flutes | High | Moderate | Steel, stainless steel, finishing passes | 4F Regular / 4F Long Series / 4F Extra Long |
Higher flute counts increase core diameter and tool strength, but reduce chip clearance.
In soft, gummy materials like aluminium, restricted chip clearance causes clogging and tool failure. In hard steels, more flutes reduce chip load per edge, extending tool life.
Helix Angle
The helix angle determines how the cutting edge engages material and how forces are directed.
- Low helix (30–35°): Higher axial forces, more aggressive cut, better for rigid setups
- High helix (45–55°): Forces redirect radially, smoother chip removal, reduced cutting pressure, better surface finish preferred for aluminium and stainless steel
As helix angle increases from 35° to 55°, the cutting edge transitions from a more vertical to a more horizontal engagement, which enables smoother, faster passes with less heat.
Diameter and Length
- Larger diameter: Wider contact, higher rigidity, greater milling forces
- Longer reach: Greater deflection risk, reduced dimensional accuracy, and surface finish degradation
- Cutting depth limit: Never exceed flute length, chip evacuation breaks down and tool failure follows
Keep tools as short as the job allows. Every extra millimetre of unsupported length multiplies deflection.
Matching End Mill to Material: Quick-Selection Guide
| Workpiece Material | Recommended Tool | Preferred Coating | Flutes | KotaKCT Product to Start With |
| Aluminium | HSS or Carbide | Uncoated (bright) or TiCN | 2–3 | KCT HSS-CO8 2 & 4 Flute Regular |
| Mild steel | Solid Carbide | TiCN or TiAlN | 4 | KCT Solid Carbide 4 Flute Regular |
| Stainless steel | Solid Carbide | TiCN or AlCrN | 4 | KCT HSS-CO8 TiCN 4 Flute |
| Hardened steel (>HRC 40) | Solid Carbide | TiAlN or AlCrN | 4–6 | WIDIA Solid Carbide End Mill |
| Plastics | HSS or Carbide | Uncoated (bright) | 2 | KCT HSS-CO8 2 & 4 Flute Regular |
| Mould & die | Solid Carbide | TiAlN | 4 + Ball Nose | KCT Solid Carbide Ball Nose |
| Roughing (any material) | HSS-CO with TiAlN | TiAlN or Bright | 4 | KCT Roughing End Mill – TiAlN |
Choosing the right end mill goes beyond material and geometry. Flute count plays a key role in chip removal and surface finish.
Explore how to choose the Right Number of Flutes to make a more informed decision.
Kota Cutting Tools as a Trusted Supplier of End Mills
Before choosing the right end mill, it helps to know that having the right supplier makes a real difference. Kota Cutting Tools provides a wide range of end mill options to support different machining needs.
Their product range includes various types of end mills with different flute designs, coatings, and geometries. This gives users more flexibility to match the right tool with their material, application, and machining conditions.
Whether you are doing roughing, finishing, or detailed contour work, Kota KCT offers options that help you get the right balance of performance and precision.
How to Choose the Right End Mill: Decision Framework
Work through these four questions before selecting any tool:
- What is your workpiece material? Hardness and thermal properties determine whether you need HSS or carbide, and which coating to apply.
- What operation are you running? Roughing requires chip clearance and edge toughness. Finishing demands precision geometry and surface finish capability. Contouring needs ball nose or corner radius tools.
- What surface finish do you need? Higher flute counts and larger helix angles improve finish. Ball nose tools handle complex 3D curves. Square end mills produce crisp right-angle walls.
- What is your machine’s rigidity? Long-reach tools and high flute counts demand a rigid setup. In lower-rigidity machines, favour fewer flutes, shorter reach, and conservative depths of cut.
Acquire Premium Quality Cutting Tools at Exceptional Prices with Kota Cutting Tools
Our cutting tools are expertly manufactured and rigorously tested by our technical team to enhance your machining performance and take your business to new heights.
Conclusion
End mill selection follows a logical chain: material → operation → geometry → coating. Once you understand that chain, you spend less time troubleshooting broken tools and scrapped parts and more time producing accurate, consistent results.
Start with your material. Match your operation type. Select the geometry that fits. Then verify your coating handles the heat and friction your specific cut generates.
Browse KotaKCT’s full end mill range or speak with our technical team to get a recommendation matched to your exact application.
Frequently Asked Questions
Q: What materials are end mills made from?
End mills are manufactured from three primary materials: high-speed steel (HSS), solid carbide, and cobalt alloys. HSS suits general-purpose, applications.
Solid carbide provides superior hardness and heat resistance for high-speed machining of harder materials. Cobalt alloys sit between the two, offering better heat resistance than standard HSS at a lower cost than carbide.
Q: How does end mill geometry affect machining performance?
Geometry controls chip evacuation, cutting forces, surface finish, and tool rigidity. Flute count determines chip clearance versus core strength.
Helix angle influences how forces distribute across the cutting edge and how smoothly chips exit the cut zone. Getting geometry wrong produces vibration, poor finish, and premature tool failure even when material selection is correct.
Q: What’s the difference between a 2-flute and 4-flute end mill?
A 2-flute end mill has wider chip channels suited to aluminium, plastics, and soft materials during roughing.
A 4-flute end mill has a stronger core and works better in steel and stainless steel, where rigidity and surface finish quality matter more than chip volume. As a general rule: fewer flutes for soft materials, more flutes for hard materials.
Q: Which end mill coating should I use for stainless steel?
TiCN (Titanium Carbonitride) or AlCrN (Aluminum Chromium Nitride) are the preferred choices for stainless steel.
Both handle the elevated temperatures stainless generates and resist the oxidation and adhesion that damages uncoated tools in this material. KotaKCT stocks TiCN-coated HSS-CO8 end mills for stainless work.
Q: When should I use a ball nose end mill instead of a square end mill?
Use a ball nose end mill whenever your workpiece has curved or contoured surfaces, 3D mould cavities, turbine blade profiles, complex organic shapes.
Use a square end mill for flat floors, crisp 90-degree walls, slots, and pockets where vertical edge accuracy is the priority. Browse KotaKCT ball nose end mills for carbide options.
Q: What is a roughing end mill and when does it make sense?
A roughing end mill has serrated cutting edges that break chips into smaller pieces and reduce cutting forces. Use it on the first pass to remove bulk material quickly before switching to a finishing tool.
Roughing passes can handle over 90% of total material removal, significantly extending the life of your precision finishing tools. KotaKCT offers roughing mills in TiAlN-coated and bright finish variants.
References
https://en.wikipedia.org/wiki/End_mill
https://www.jat-carbide.com/end-mills-and-drill-bits-differences-and-applications/
https://www.rapiddirect.com/blog/end-milling-guide/
https://www.cnccookbook.com/flute-count-matters-end-mill-performance/
https://link.springer.com/article/10.1007/s40032-020-00608-0
https://www.datron.com/resources/blog/drill-vs-end-mill-some-basic-guidelines/
https://aurorascicorp.com/how-to-choose-between-tin-ticn-altin-or-tialsin-for-cutting-tools/