
Walk into any tool crib and you’ll find end mills in every flute count from two to seven. Ask three machinists which one to grab, and you’ll get four different answers.
The confusion is understandable. For years, the industry defaulted to “4-flute for everything” because it felt like a safe middle ground. But that rule has cost shops more in destroyed tools, scrapped parts, and production downtime than most care to admit.
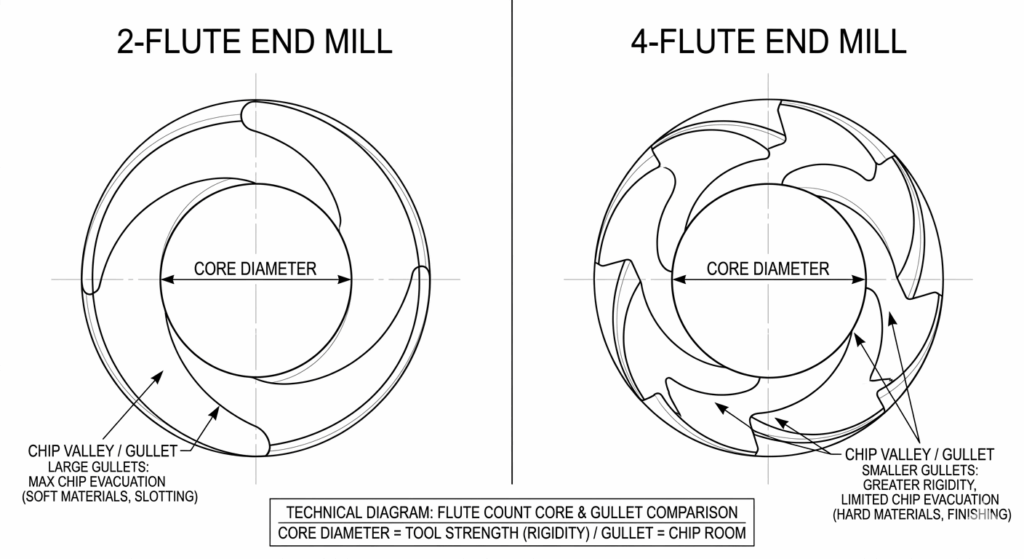
Here’s what actually matters: flute count controls the balance between chip evacuation and tool rigidity. Fewer flutes mean larger chip valleys, giving chips room to escape. More flutes mean a thicker core, giving the tool strength to handle higher cutting forces.
Get this trade-off wrong for your material and operation, and you’ll face chip packing, chatter, poor surface finish, or broken tools.
The good news? Once you understand this single principle, selection becomes almost automatic.
Quick Flute Count Rules
- Aluminium and soft materials: 2–3 flutes (3-flute high-helix is the modern CNC standard)
- Mild steel and carbon steel: 4 flutes (the workhorse default)
- Stainless steel: 4–5 flutes (4-flute with TiAlN or TiCN coating is the practical workhorse)
- Hardened alloys (>45 HRC): 4-5–6 flutes in solid carbide (consult our team for sourcing)
- Slotting operations: Always use 2–3 flutes regardless of material (chip evacuation is critical)
- Finishing passes: Add 1–2 flutes above your material default (more edges mean better surface finish)
- Biggest mistake to avoid: Using 4-flute end mills for full-width slotting in aluminium. Chips pack, heat builds, and the tool welds or snaps.
Decision rule: If chips need somewhere to go (soft materials, slotting, deep pockets), prioritise fewer flutes. If rigidity and feed rate matter more (hard materials, finishing, high-efficiency milling), prioritise more flutes.
What Does Flute Count Mean?
Flute count is the number of cutting edges spiralling around an end mill. Each flute removes material and channels chips away from the cut.
Here’s the core trade-off: more flutes mean more cutting edges but less chip room. Fewer flutes mean larger chip channels but fewer cuts per revolution.
A 2-flute end mill rotating at 10,000 RPM engages the workpiece 20,000 times per minute. A 4-flute at the same speed engages 40,000 times. But each chip has half the space to escape.
The three factors that determine the right flute count:
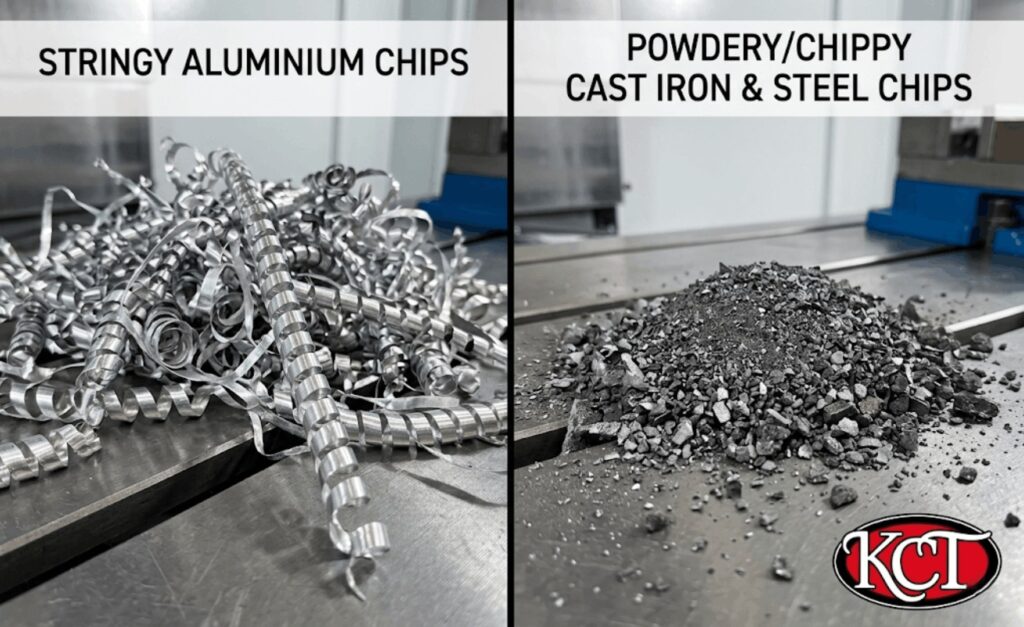
- Material: Soft materials produce large, stringy chips that need room to escape. Hard materials produce smaller chips and demand tool rigidity.
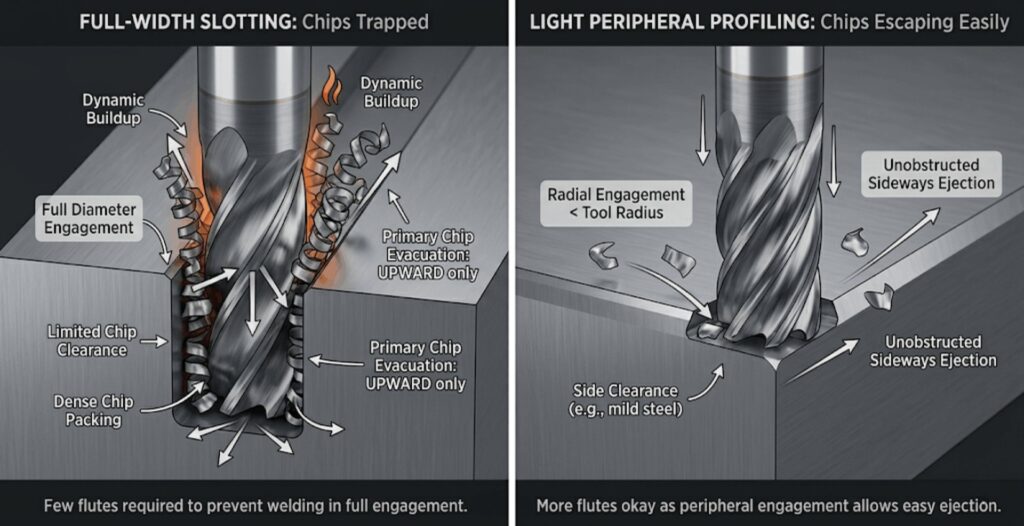
- Operation: Slotting traps chips in the cut. Peripheral milling lets chips eject sideways. Finishing removes minimal material, making chip space irrelevant.
- Machine: A rigid VMC can push a flexible tool hard. A benchtop mill or CNC router needs the tool itself to provide stiffness.
Most guides stop at material. But ignoring operation and machine is why machinists follow all the “rules” and still get bad results.
The 3-Step Selection System
Step 1: Material hardness sets your STARTING point.
Soft materials (aluminium, brass, plastics) start at 2 flutes. General steels start at 4 flutes. Difficult materials (stainless, titanium, hardened steel) start at 4-5 flutes.
Step 2: Operation type sets your CEILING.
Slotting and pocketing demand maximum chip evacuation, so drop 1 flute from baseline. Finishing passes prioritise surface quality, so add 1–2 flutes above baseline.
Step 3: Machine rigidity breaks the tie.
Choosing between two adjacent flute counts with a borderline-stable setup? Round DOWN. More flutes mean higher cutting forces.
Premium Quality Cutting Tools at Competitive Prices
Our cutting tools are expertly manufactured and rigorously tested to enhance machining performance and operational savings.

Every Flute Count Explained
Single Flute (1F): Maximum chip clearance. Used for plastics and composites where heat buildup causes melting.
Two Flute (2F): The aluminium workhorse. Use for all aluminium slotting, brass, copper, and any soft material where chip welding is a concern.
Three Flute (3F): The versatile middle ground most shops underuse. Offers better rigidity than 2F while maintaining good chip evacuation.
The real advantage? Odd-numbered flutes can help reduce harmonic resonance, and many modern 3F and 5F end mills combine this with variable helix or pitch geometry for improved chatter resistance.
Four Flute (4F): The steel standard. Large core for rigidity, moderate chip valleys for general work. Handles most ferrous metalwork.
Five Flute (5F): Rigidity plus vibration dampening. Combines the larger core of higher flute counts with odd-flute chatter reduction. Use for stainless steel and finishing passes.
Six Flute and Higher (6–7F+): Maximum rigidity and surface finish. Minimal chip clearance. For hardened steels, titanium, and precision finishing work only.
Explore our full selection of end mills at Kota Cutting Tools. From 1-flute through 4-flute in carbide and HSS, ready to ship nationwide.
How Many Flutes for Each Material?
For aluminium, use 2 or 3 flutes. For mild steel, 4 flutes.
For stainless, 4 to 5 flutes, with 4-flute TiCN-coated being the practical choice for most Malaysian workshops.
| Material | Flute Count | Why | Kota KCT Match |
| Aluminium (6061, 5083) | 2–3 | Large chips need room to escape | KCT HSS-CO8 2 & 4 Flute End Mills (select 2F) |
| Aluminium (7075, 2024) | 2–3 | Harder alloys benefit from added rigidity | KCT HSS-CO8 2 & 4 Flute End Mills (select 2F) |
| Brass / Copper | 2 | Soft, gummy; chips wrap without room | KCT HSS-CO8 2 & 4 Flute End Mills (select 2F) |
| Mild Steel (S275, S355) | 4 | Smaller chips, need rigidity and finish | KCT Solid Carbide 4 Flute End Mills |
| Carbon Steel (1018, 1045, 4140) | 4 | Same as mild steel | KCT Solid Carbide 4 Flute End Mills |
| Stainless Steel (304, 316) | 4–6 | Work-hardens if rubbed | KCT HSS-CO8 TiCN 4 Flute End Mills |
| Cast Iron | 4–6 | Powdery chips, abrasive | KCT Solid Carbide 4 Flute End Mills |
| Hardened Steel (>45 HRC) | 4–6 | Carbide only | WIDIA Solid Carbide End Mill |
| Plastics | 1–2 | Chips must escape before melting | KCT HSS-CO 1 Flute End Mills |
Aluminium: 2–3 flutes
Workshops that switch from 4-flute to 2-flute on aluminium often immediately solve chip packing problems.
We recommend the KCT HSS-CO8 2-Flute End Mill. The cobalt content handles abrasive aluminium alloys, and the 2-flute design gives chips room to clear.
Note on harder aluminium alloys:
While 6061 and 5083 aluminium work well with 2-flute end mills, harder aerospace-grade alloys like 7075-T6 and 2024-T3 generate higher cutting forces that demand more from the tool.
The KCT HSS-CO8 2-Flute End Mill remains effective for 7075 and 2024, as the cobalt content handles the increased hardness. To compensate for the higher cutting forces, reduce your chip load by 15–20% compared to 6061 parameters and ensure your setup is rigid.
Steel: 4 flutes
A 4-flute end mill in mild steel can run at higher feed rates than a 2-flute because the larger core resists deflection. That translates to faster cycle times without sacrificing finish.
The KCT Solid Carbide 4-Flute End Mill maintains edge sharpness longer than HSS, especially at higher speeds.
Stainless: 4–6 flutes
Stainless punishes tools that dwell or rub. If you switch from a 4-flute to a 2-flute but keep your RPM and feed rate the same, you’re doubling the burden on each cutting edge, leading to rapid wear. If you halve your feed rate to compensate, you risk rubbing and work-hardening the material.
For 304 and 316 stainless, we recommend the KCT HSS-CO8 4-Flute with TiCN coating.
Quick Reference: Flute Count Selection Chart
This chart consolidates everything above into a single reference. Find your material in the left column, your operation in the header row, and read the recommended flute count.
| Material | Slotting | Roughing | General / Profiling | Finishing |
| Aluminium (6061, 7075) | 2F | 2–3F | 3F | 3F |
| Die-cast aluminium (A380) | 2F | 2F | 2–3F | 2–3F |
| Brass and copper | 2F | 2F | 2F | 2–3F |
| Plastics and composites | 1–2F | 1–2F | 2F | 2F |
| Mild steel (1018, 1045) | 3F | 4F | 4F | 5–6F |
| Alloy steel (4140, 4340) | 3F | 4F | 4–5F | 5–6F |
| Stainless steel (304, 316) | 3–4F | 4–5F | 4–5F | 5–6F |
| Hardened steel (>45 HRC) | 4F | 4–6F | 4–7F | 4–7F |
| Titanium | 4F | 4–6F | 4–7F | 4–7F |
| Inconel / Super Duplex | 4F | 4–6F | 4–7F | 4–7F |
| Cast iron | 3–4F | 4F | 4–5F | 5–6F |
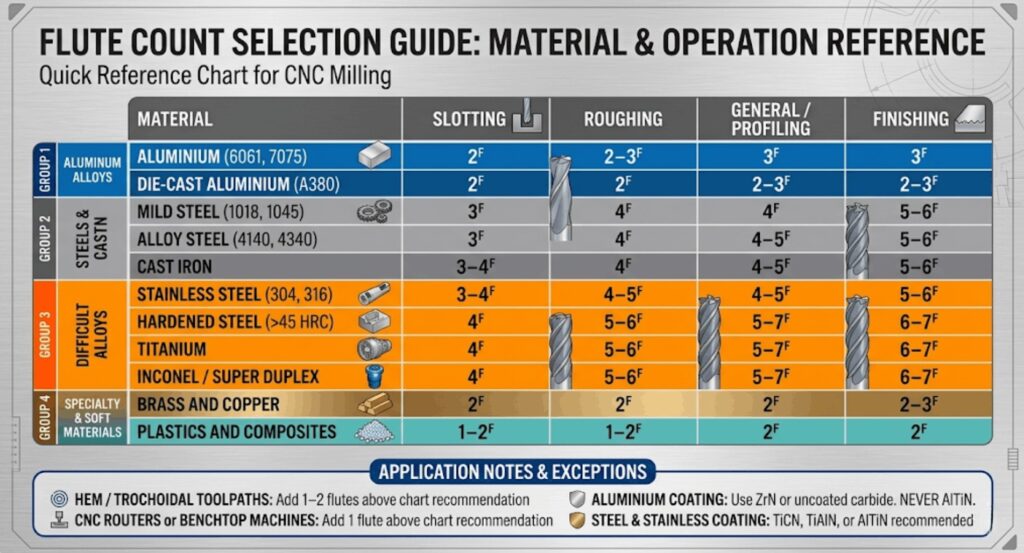
Chart notes:
- For HEM/trochoidal toolpaths, add 1–2 flutes above the chart recommendation
- For CNC routers or benchtop machines, add 1 flute above the chart recommendation
- For aluminium: use ZrN coating or uncoated carbide. Never AlTiN.
- For steel and stainless: TiCN, TiAlN, or AlTiN coating recommended
Need end mills in these flute counts? Kota Cutting Tools stocks SOMTA Tools, WIDIA, and KCT-brand end mills across diameter ranges from 1mm to 25mm+. Most configurations are in stock and ready to ship nationwide.
Does Flute Count Change by Operation?
Yes. The same material might need different flute counts depending on the operation.
| Operation | Flute Count | Why |
| Full-width slotting | 2–3 | Maximum chip room when both walls engaged |
| Deep pocketing | 2–3 | Chip clearance critical at depth |
| Roughing | 2–4 | High chip volume |
| Profiling | 3–4 | Balanced chip room and finish |
| Finishing | 4–6 | Maximum cuts per revolution |
| Plunging/ramping | 2–3 | Chips exit upward only |
Slotting favours fewer flutes. When both sides of the tool are engaged, chips can only escape upward. Even in steel, deep slots often require dropping to 3-flute.
Finishing favours more flutes. The finer engagement produces a smoother surface.
The 5 Flute Count Mistakes That Cost Machinists Money

Mistake #1: Using 4-Flute for Full-Width Slotting in Aluminium
The most common and expensive mistake. Four-flute end mills don’t have enough chip valley volume for aluminium’s stringy chips. Chips pack, heat builds, and the tool welds or snaps.
Do this instead: 2-flute for deep slotting, 3-flute for shallow slotting or pocketing.
Mistake #2: Assuming More Flutes Always Means Better Finish
In aluminium, a 6-flute tool often produces worse finish than a 3-flute because chips get re-cut instead of evacuating.
Do this instead: For aluminium finishing, stay with 3-flute and increase RPM. For steel finishing, 5–6 flutes will help.
Mistake #3: Using 2-Flute for Everything in Steel
In steel, 2-flute end mills chatter because each flute disengages fully before the next engages, creating pulsing shock loads.
Do this instead: Use 4-flute as the default for steel.
Mistake #4: Ignoring Coating Interactions
AlTiN coating on aluminium causes chip welding regardless of flute count. You can use 2-flute (correct) with AlTiN (wrong) and still destroy the tool.
Do this instead: For aluminium: ZrN or uncoated. For steel: AlTiN or TiAlN.
Mistake #5: Ignoring Machine Rigidity
A benchtop mill or CNC router needs the tool to provide stiffness. Following “correct” flute counts still fails if your machine can’t support them.
Do this instead: Add one flute above the standard recommendation on less rigid machines.
Premium Quality Cutting Tools at Competitive Prices
Our cutting tools are expertly manufactured and rigorously tested to enhance machining performance and operational savings.
When Your Cut Goes Wrong: Troubleshooting
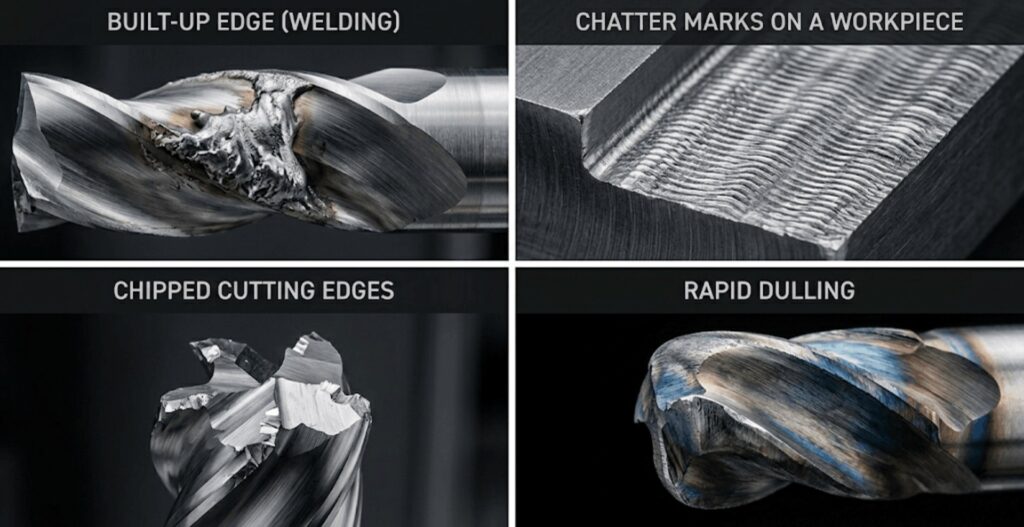
Troubleshooting Symptoms Table
| Symptom | What You’ll See | Likely Cause | Flute Count Fix |
| Chips welding to tool | Built-up edge, gummy residue | Too many flutes | Reduce (e.g., 4F → 2F for aluminium) |
| Chatter / vibration | Screaming sound, wave marks | Too few flutes OR harmonic resonance | Increase flutes OR try odd-flute (3F, 5F) |
| Poor finish (scalloped) | Visible cutter marks | Too few cutting edges | Increase flutes (e.g., 4F → 5–6F) |
| Poor finish (smeared) | Rough, torn texture | Too many flutes (chip repacking) | Reduce flutes |
| Premature wear (heat) | Rapid edge dulling | Too many flutes | Reduce flutes |
| Premature wear (mechanical) | Edge chipping, fracture | Too few flutes | Increase flutes |
Chips welding? Almost always too many flutes. Drop flute count.
Chatter marks? Try odd-flute (3F or 5F) to break resonance patterns.
Surface finish problems? Check the chips. Normal chips with scallops = add flutes. Packed chips with smearing = reduce flutes.
HSS vs Carbide: How Does It Affect Flute Count?
Carbide’s rigidity allows higher flute counts to perform well. HSS’s toughness makes it more forgiving for interrupted cuts.
Choose HSS-CO8 when: Budget is constrained, setup is less rigid, interrupted cuts are involved, or machine spindle speed is limited.
Choose solid carbide when: Material is hard, finish requirements are demanding, high flute counts (5+) are needed, or high-volume production justifies the cost.
For HSS end mills, 2–4 flutes cover the vast majority of applications. Reserve 5+ flutes for solid carbide only.
Coating follows material, not flute count:
- Aluminium: Uncoated or ZrN (never AlTiN)
- Mild steel: TiN or TiCN
- Stainless: TiCN or TiAlN
- Hardened steel: AlTiN or TiAlN (carbide only)
Kota KCT End Mill Range
Most items below are in stock at our Puchong warehouse and ready to ship.

For aluminium and plastics:
- KCT HSS-CO 1 Flute End Mills – Regular
- KCT HSS-CO8 2 & 4 Flute End Mills – Regular (our highest-volume end mill for electronics manufacturers)
For steel and general-purpose:
For 3D contouring:
For hardened steel:
- WIDIA Solid Carbide End Mill (up to 65 HRC)
Why Kota Cutting Tools?
Kota Cutting Tools has supplied metalworking cutting tools to Malaysian industry for over 30 years.
- Stock availability: No waiting for overseas shipments
- Competitive pricing: Quality tools below premium European/Japanese prices
- Full range: From 1-flute through 4-flute in carbide and HSS, coated and uncoated
- Technical support: Engineering team for tool selection and troubleshooting
- Nationwide delivery: All Malaysian states including Sabah and Sarawak
Conclusion
Choosing the right end mill flute count comes down to one trade-off: more flutes mean more cutting edges but less chip room.
Use 2–3 flutes when chips need room to escape: aluminium, soft materials, slotting, deep pockets. Use 4+ flutes when rigidity and feed rate matter more: steel, hardened materials, finishing passes.
When you’re ready to optimise beyond ‘good enough,’ explore our full selection of end mills or contact Kota Cutting Tools for tool selection advice.
Acquire Premium Quality Cutting Tools at Exceptional Prices with Kota Cutting Tools
Our cutting tools are expertly manufactured and rigorously tested by our technical team to enhance your machining performance and take your business to new heights.
Frequently Asked Questions
How many flutes for aluminium end mill?
Use 2-flute for slotting and pocketing. Use 3-flute for profiling. Avoid 4-flute or higher for fully engaged cuts. Aluminium produces large, gummy chips that weld to cutting edges if they can’t escape.
How many flutes for steel end mill?
Use 4-flute for mild, carbon, and most alloy steels. Drop to 3-flute for deep slotting. Increase to 5–6 flute for finishing passes.
What flute count for stainless steel?
Use 4-flute minimum, 5-flute preferred. High helix angles (40°+) improve chip evacuation. Stainless work-hardens, making rigidity critical.
What flute count for slotting operations?
Drop 1 flute from your material baseline. Aluminium slotting = 2-flute. Steel slotting = 3-flute. Stainless slotting = 4-flute.
What flute count for finishing passes?
Add 1–2 flutes above your material baseline. More cutting edges per revolution means smaller scallops and smoother finish.
What is a 3-flute end mill used for?
3-flute end mills excel at versatility and vibration reduction. The odd-numbered flute count eliminates harmonic resonance that causes chatter. Use for aluminium profiling, deep slotting in steel, and unstable setups.
Are more flutes better on an end mill?
No. More flutes increase rigidity but decrease chip evacuation capacity. More flutes suit hard materials and finishing. Fewer flutes suit soft materials and slotting.
Does flute count affect tool life?
Yes. Higher flute counts distribute forces across more edges. But too many flutes in soft materials causes chip packing and accelerated edge breakdown. Optimal tool life comes from correct selection, not maximum flutes.
References
- Why flute count matters [Internet]. Harvey Performance Company. 2017. Available from: https://www.harveyperformance.com/in-the-loupe/flute-count-matters/
- 5 questions to ask before selecting an end mill [Internet]. Harvey Performance Company. 2018. Available from: https://www.harveyperformance.com/in-the-loupe/selecting-an-end-mill/
- The anatomy of an end mill [Internet]. Harvey Performance Company. 2017. Available from: https://www.harveyperformance.com/in-the-loupe/end-mill-anatomy/
- Harvey tool coatings: maximizing tool performance [Internet]. Harvey Performance Company. 2021. Available from: https://www.harveyperformance.com/in-the-loupe/overview-of-harvey-tool-coatings-maximizing-tool-performance/
- Hanson K. Don’t hack away at chatter problems [Internet]. Cutting Tool Engineering. 2018. Available from: https://www.ctemag.com/articles/dont-hack-away-chatter-problems
- Beginner’s guide to end mills [Internet]. Kennametal Inc. 2023. Available from: https://www.kennametal.com/us/en/resources/blog/metal-cutting/beginners-guide-to-end-mills.html